

皮带线检测五金件尺寸外观是一个综合性的过程,涉及多个环节和步骤。以下是对该过程的详细阐述:
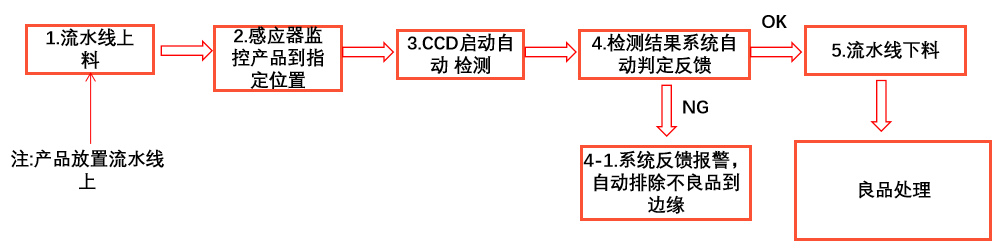
上料:
通常采用振动送料方式,如振动圆盘送料,使五金件整齐排列并输送到检测皮带线上。这种方式能够确保五金件以稳定的姿态和速度进入检测区域。
初步检查:
通过裸眼观察,初步检查五金件表面是否有明显瑕疵,如锈蚀、凹陷、划痕、变形、气孔等。这一步骤虽然简单,但能够快速识别出部分明显不合格的产品。
精确检测:
使用机器视觉系统或高精度测量仪器对五金件进行精确检测。机器视觉系统可以识别五金件表面的细微划痕、破损、变色等问题,并能够进行尺寸测量,如孔距、直径、长度等。高精度测量仪器则能够提供更精确的尺寸数据。
比对样板:
将待检五金件与比对样板进行比较,查看是否符合外观一致性要求和尺寸标准。这一步骤对于确保产品质量的一致性至关重要。
分类处理:
根据检测结果,将良品和不良品分类处理。良品可以进入下一道工序或进行包装,不良品则需要进行标记或退回处理。
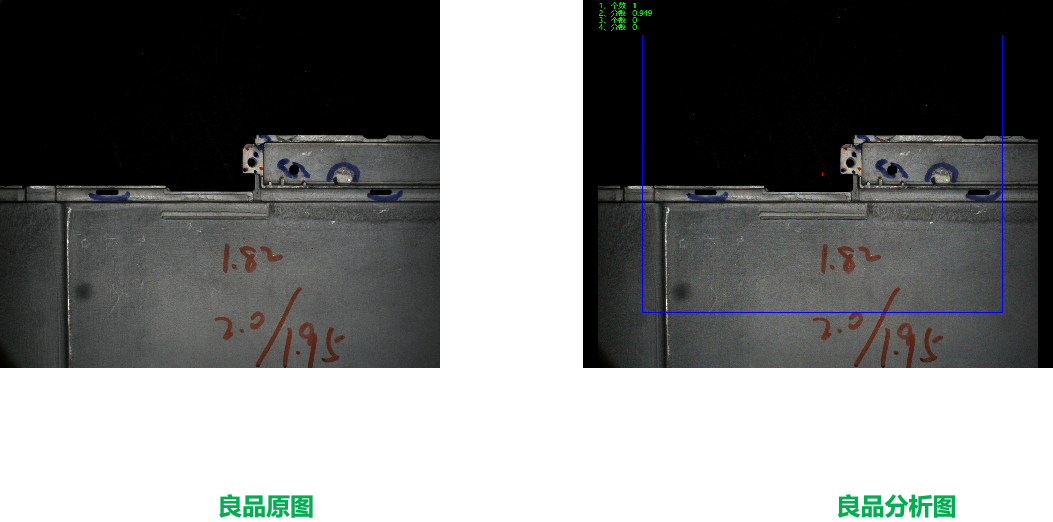
检测效果
相机1、2正光检测良品分析图:OK
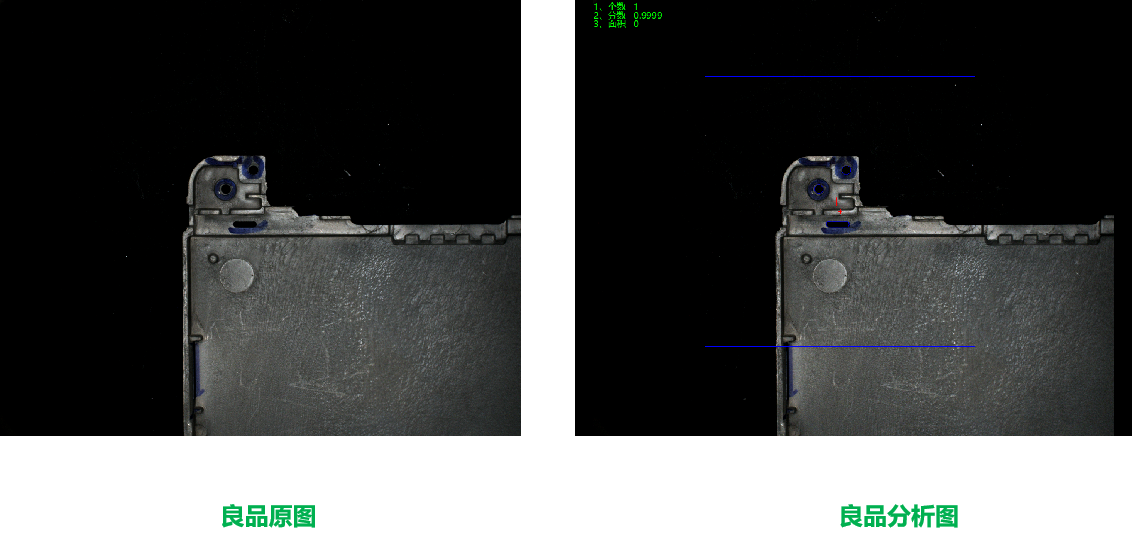
相机1、2正光检测良品分析图:OK
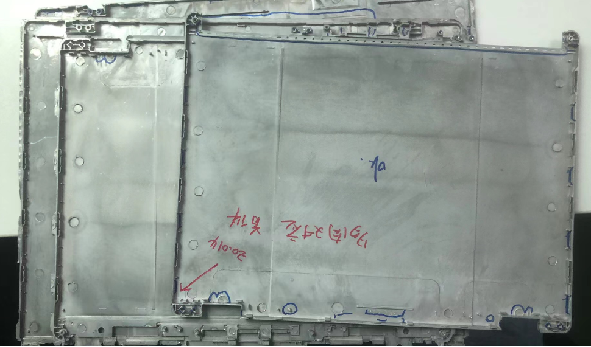
外观检测:
主要包括五金件表面的划痕、破损、变色、锈蚀、凹陷、变形、气孔等问题的检测。
利用机器视觉系统的高分辨率相机和图像处理算法,可以实现对五金件表面的全面检测,确保产品外观质量符合标准。
尺寸检测:
对五金件的各项尺寸进行测量,如长度、宽度、高度、孔径、螺纹尺寸等。
使用高精度测量仪器或机器视觉系统中的尺寸测量功能,可以确保五金件的尺寸精度符合设计要求。

检测精度:根据所使用的检测设备和方法的不同,检测精度会有所差异。但一般来说,机器视觉系统的检测精度可以达到很高的水平,如检测精度可达±0.02mm甚至更高。
检测效率:皮带线检测五金件尺寸外观的效率较高,每分钟可以检测数十件甚至更多产品。这取决于皮带线的速度、检测设备的处理能力和检测算法的复杂度。
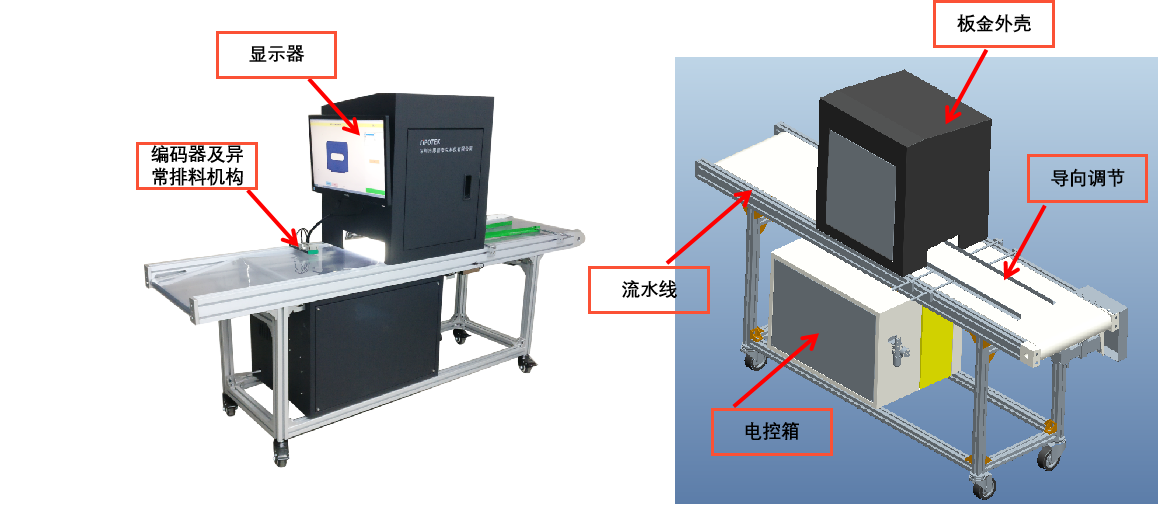
设备要求:需要配备高性能的机器视觉系统、高精度测量仪器和稳定的输送系统。
环境要求:检测区域需要保持清洁、干燥、无振动和电磁干扰,以确保检测结果的准确性。
软件要求:需要配备专业的图像处理软件和测量软件,以便对检测数据进行处理和分析。
综上所述,皮带线检测五金件尺寸外观是一个高效、精确的过程,需要依靠先进的检测设备和科学的检测方法来实现。
Copyright © 2019. 深圳市思普泰克科技有限公司.
思普泰克是视觉检测设备厂家,主营ccd视觉检测设备,自动化视觉检测设备等,可以提供免费的机器视觉解决方案与自动化外观缺陷检测系统。
13077808017(张经理)






